डीएलएच महिला रन टी स्टेनलेस स्टील संपीड़न इंस्ट्रुमेंटेशन ट्यूब फिटिंग


| ट्यूब ओडी | एनपीटी | मूल आदेश संख्या | आयाम | |||
| आकार | ||||||
| A | D | ई® | F | |||
| आयाम, में। | ||||||
| 1/4. | 1/8. | डीएलएच-04-02डीएलएच-04-04 | 0.97 | 0.6 | 0.19 | 1/2. |
| 1/4. | ||||||
| 3/8. | 1/8. | डीएलएच-06-02डीएलएच-06-04 डीएलएच-06-06 | 1.1 | 0.66 | 0.19 | 5/8. |
| 1/4. | 1.1 | 0.28 | 5/8. | |||
| 3/8. | 1.15 | 0.28 | 13/16 | |||
| 1/2. | 3/8. | डीएलएच-08-06 | 1.26 | 0.9 | 0.38 | 13/16 |
| 1/2. | डीएलएच-08-08 | 0.41 | ||||
| 3/4. | 3/4. | डीएलएच-12-12 | 1.33 | 0.96 | 0.62 | 1 1/16 |
| 1 | 1 | डीएलएच-16-16 | 1.59 | 1.23 | 0.88 | 1 3/8 |
संदर्भ के लिए विनिमेयता
पार्कर:
ईटन/वेदरहेड :
मिडलैंड:
स्वगेलोक:-400-5-2 -400-5-4 -600-5-2 -600-5-4 -600-5-6 -810-5-6 -810-5-8 -1210-5-12 -1610-5-16
कृपया ध्यान दें अनुरोध पर आपूर्ति की गई गैर-स्टॉक वस्तुओं के उद्धरण और वितरण।कॉन्फ़िगरेशन और आयाम बिना किसी सूचना के परिवर्तन के अधीन हैं।
इंस्ट्रुमेंटेशन ट्यूब फिटिंग
पार्कर सीपीआई, स्वागेलोक, पार्कर ए-एलओके, होके गायरोलोक, आदि के साथ इंटरचेंज।
अनुप्रयोग
इसे स्वैगिंग एक्शन और सीलिंग अखंडता पर अतिरिक्त अत्याधुनिक इंजीनियरिंग के साथ औद्योगिक कोड और विशिष्टताओं का उपयोग करके डिज़ाइन किया गया है।यह उच्च दबाव गैस, वैक्यूम, आवेग, थर्मल शॉक, भारी कंपन, और नियंत्रण प्रणाली, प्रक्रिया और उपकरण उपकरणों और विभिन्न अनुप्रयोगों में उपयोग किए जाने वाले औद्योगिक उपकरणों में कई अन्य कड़े अनुप्रयोगों पर उत्कृष्ट रिसाव मुक्त सीलिंग प्रदान करता है।उदाहरण के लिए: लुगदी और कागज मिलें, पेट्रोलियम प्रक्रिया संयंत्र, रासायनिक प्रक्रिया संयंत्र, क्रोमैटोग्राफी, बिजली उत्पादन संयंत्र...
विशेषताएँ
- निर्माण - चार टुकड़े इकाई: शरीर, अखरोट, आगे और पीछे का सामी।Extruded और जाली विन्यास।
- स्व-संरेखण, कंपन प्रतिरोध, तापमान साइकिल चालन का विरोध ..
- लाभ - स्थापित करने में आसान, जंग रोधी, और स्थापना के दौरान टयूबिंग को कोई टॉर्क नहीं भेजा जाता है।
- सामग्री - SS316 मानक के रूप में।SS304 और पीतल अनुरोध पर उपलब्ध हैं।
विनिर्देश
- तापमान रेंज: -325 डिग्री फ़ारेनहाइट से 1200 डिग्री फ़ारेनहाइट (-198 डिग्री सेल्सियस से 648 डिग्री सेल्सियस)
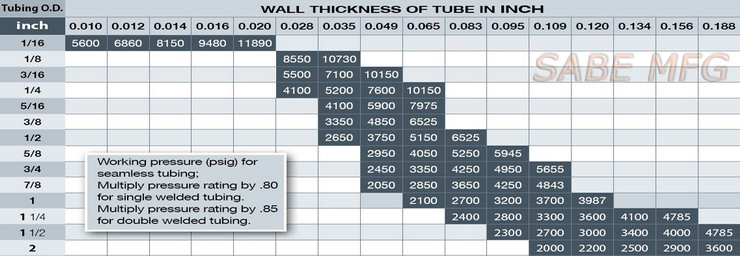
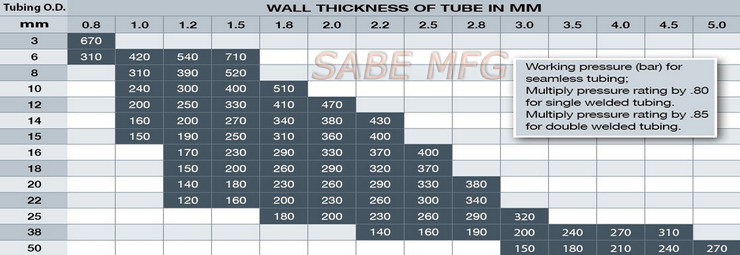
- काम का दबाव नीचे चार्ट देखें
एकत्र करने के लिए निर्देश
SABE फिटिंग्स को असेंबल और फिंगर टाइट करके सप्लाई किया जाता है।वे तत्काल उपयोग के लिए तैयार हैं।उपयोग से पहले जुदा करने से गंदगी या बाहरी सामग्री फिटिंग में आ सकती है, जिससे रिसाव हो सकता है।
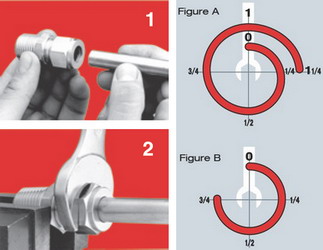
1. ट्यूबिंग को ट्यूब फिटिंग में डालें।सुनिश्चित करें कि ट्यूबिंग फिटिंग के कंधों पर मजबूती से टिकी हुई है और नट स्नग-टाइट है।इस स्थिति में, ट्यूब हाथ से नहीं घूमती है।
2. अखरोट को कसने से पहले, यह अनुशंसा की जाती है कि फिटिंग बॉडी पर फैले नट के हेक्स पर एक स्क्राइब का निशान "0″" के रूप में खींचा जाए।यह निशान शुरुआती बिंदु और उचित पुल-अप के लिए एक संकेतक के रूप में काम करेगा।
3. एक बैकअप रिंच के साथ फिटिंग बॉडी को स्थिर रखते हुए, नट को 1-1 / 4 मोड़ पर कस लें, स्क्राइब मार्क देखें और एक पूर्ण क्रांति करें।फिर आकृति ए के अनुसार अंत स्थिति की ओर मुड़ना जारी रखें। (1/8″ और 3/16″ आकार की ट्यूब फिटिंग के लिए, चित्र बी के रूप में उंगली-तंग से केवल 3/4 मोड़ की आवश्यकता होती है)
पीतल इंस्ट्रुमेंटेशन ट्यूब फिटिंग





